

碱性电解槽制氢介绍及市场情况【SMM分析】

生产绿氢的核心在于应用高效的电解水制氢技术。水在直流电的作用下,会发生电化学反应,并分别在电解槽的阴极和阳极产生氢气和氧气。按照工作原理和电解质的不同,电解水制氢技术可分为 4 种,分别是碱性电解水技术(ALK)、质子交换膜电解水技术(PEM)、高温固体氧化物电解水技术(SOEC)和固体聚合物阴离子交换膜电解水技术(AEM)。目前市场最主流成熟的是碱性电解水技术。
一、碱性电解水技术(ALK):通常采用氢氧化钾(KOH)溶液作为电解质,采用多孔 膜作为隔膜,采用非贵金属镍基催化剂。该技术最大优势为技术成熟,价格低,为主要的水电解技术,缺点在于工作电流相对较小,设备体积大,维护成本高的缺点。
电解槽整体结构方面,碱性电解槽主要由极板(双极板+极框)、催化电极、隔膜、密封垫等零部件构成。
催化电极方面,目前碱性电解槽使用的电极大多为镍基材料,多以纯镍网、泡沫镍为基材并采用喷涂、滚涂、化学镀等工艺涂覆催化剂以提高电解效率,催化剂多选用雷尼镍为代表的镍基催化剂或者贵金属催化剂等。
隔膜方面,早期主要使用石棉隔膜材料,但是石棉在碱性电解液中的溶胀性与石棉对人体的伤害使得其逐渐被淘汰。目前,行业内广泛使用的隔膜为以聚苯硫醚 (PPS)为基地的新型复合隔膜。其中 PPS 作为基底能够提供一定的物理支撑作用,同时 PPS 织物拥有耐热性能优异、机械强度高、电性能优良的特点。但同时 PPS 材料亲水性较弱,会造成电解槽内阻过大,因而目前对 PPS 进行改性,如涂覆聚合物和氧化锆形成复合隔膜增强其亲水性。
极板方面,极板是碱性电解槽的支撑组件,其作用是支撑电极和隔膜以及导电。国内极板材质一般采用铸铁金属板、镍板或不锈钢金属板,加工方式为经机加工冲压成乳突结构,和极框焊接后镀镍而成,其中镍材料在碱液中不易被腐蚀,乳突结构有支撑和输电作用。
工作原理方面,碱性电解槽的通常以30%浓度氢氧化钾溶液(KOH)或 25%浓度的氢氧化钠溶液(NaOH)作为电解质,在直流电的作用下,水分子在阴极发生析氢还原反应,生成氢气和氢氧根离子,氢氧根离子在电场的作用下穿过隔膜材料,到达阳极,并失去电子从而生成氧气和水。
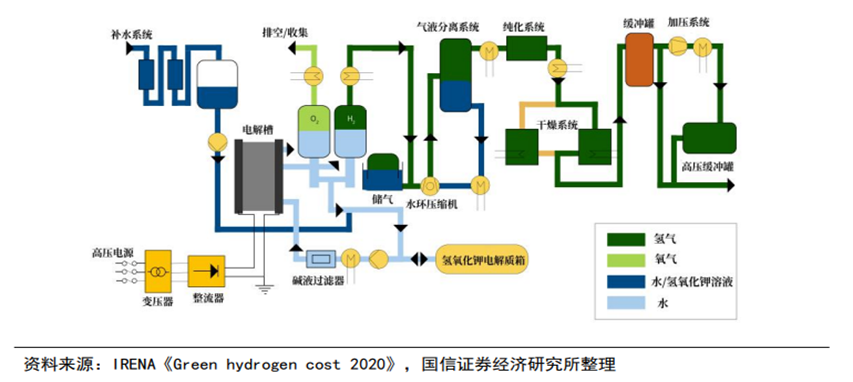
二、电解水制氢系统主要包括电解槽主体以及 BOP 辅助系统。
BOP 辅助系统由电源设备(电源、变压器、整流器等)、气液分离&干燥纯化设备及其他设备构成。
一般在碱性电解水制氢系统成本构成为:电解槽(50%)、电气设备(15%)、气体分离与干燥纯化设备(15%)、其他设备(20%)。
而在电解槽中,根据 IRENA 数据,膜片及电极组件(57%),电堆组装&端板(10%),双极板(7%),小组件(4%),结构层(14%),多孔传输层(8%)为电解主要成本构成。
碱性电解槽工作流程如下:

三、国内市场情况
根据公开招标信息统计,2023年上半年电解槽中标量已达848MW,相当于2022年全年出货量的117%,国内电解槽项目快速增长。
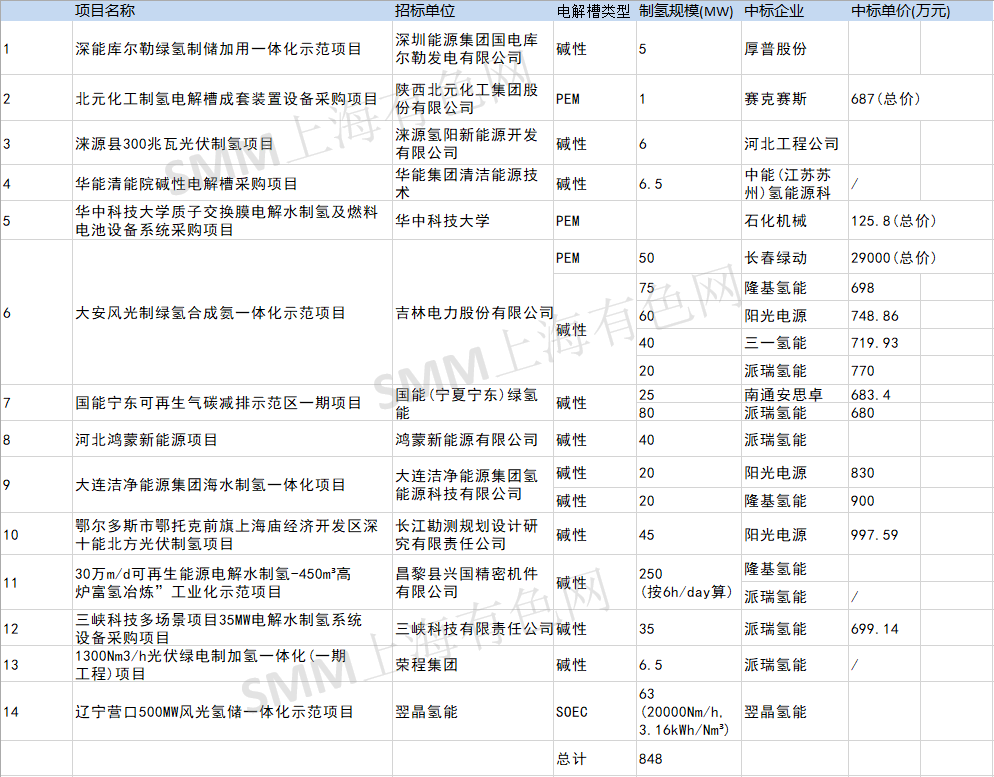
上半年招标情况汇总,其中碱性电解槽占比为87%。
目前碱性电解槽在绿氢产业发展中占据优势地位,发展趋势在于制备大标方单体电解槽,国内已有派瑞氢能、隆基氢能、天合元氢、上海电气、明阳智能、中电丰业、宏泽科技、双良集团等家企业宣布下线2000Nm³/h及以上的单体电解槽。
因国内正在规划、建设的电解水制氢项目,年产能大多数都在数万吨甚至数十万吨以上。由于绿氢项目采购大型化单体槽制氢设备的成本,相对而言要比采购同等产氢量的多台套设备成本低。因此,一些绿氢项目已开始计划采购2000Nm³/h甚至3000Nm³/h的产品。今年 6 月,中石化在鄂尔多斯的一个风光融合绿氢化工示范项目在其《变更项目备案告知书》中提到采购 2000 Nm³/h 制氢设备。
大标方电解槽主要有三个难点:1.因为隔膜的大小受限,直径很难再增加2.增加长度,密封是很大的问题,密封不好容易出安全问题,加工难度高,而且运输过程中很容易出现膜穿孔。3. 多采用大量小室的堆叠方法,但是这种方式会导致电解槽的设备体积过大,运输麻烦,选择现场拼装成本需要增加很多。
从今年上半年发展情况来看,碱性电解槽市场发展星加速趋势,预计今年国内碱性电解槽出货量相比去年有望翻倍增长,占据电解槽市场主要份额。碱性电解水制氢装备经过充分的市场验证,展现出较强竞争力,有效促进了制氢行业的规模化发展。国内头部企业正在加快扩产速度,以增强产品供应交付能力,保持在市场上的领先优势。

- 掌上有色下载

- 微信关注
版权所有:上海有色网信息科技股份有限公司 沪ICP备09002236号 Copyright © 2000 - 2026 上海有色金属网 All Rights Reserved